


O presente trabalho é uma republicação (o original foi publicado nesta mesma revista em v.17, n. 79, p. 25-26, 28-31, set./out. 1996). Trata-se de ampla revisão bibliográfica realizada com o objetivo de abordar os vários aspectos envolvidos nos banhos de níquel tipo Watts. Ele será publicado na forma de vários artigos cada qual tratando de um aspecto específico. Esta sexta parte tratará dos anodos de níquel.
Leia as partes anteriores
Parte 1 - https://www.portalts.com.br/banho-de-niquel-tipo-watts
Parte 2 - https://www.portalts.com.br/banho-de-niquel-tipo-watts-parte-2
Parte 3 - https://www.portalts.com.br/banho-de-niquel-tipo-watts-parte-3
Parte 4 - https://www.portalts.com.br/banho-de-niquel-tipo-watts-parte-4
Parte 5 - https://www.portalts.com.br/banho-de-niquel-tipo-watts-parte-5
Para facilitar o entendimento da corrosão dos anodos nos processos de eletrodeposição de níquel, é indispensável a apresentação do comportamento do níquel em contato com os banhos de níquel, tanto sob o ponto de vista termodinâmico como cinético.
1. DIAGRAMA DE EQUILÍBRIO POTENCIAL-pH DO SISTEMA NÍQUEL/ÁGUA (DIAGRAMA DE POURBAIX)
A Figura 1 apresenta o diagrama potencial-pH do níquel imerso em água contendo 1 mol/L de íons de níquel. Pode-se observar que para valores de pH acima de 6 ocorre passivação do níquel. À medida que se abaixa o pH, a passivação ocorre quando se eleva o valor de potencial na interface metal/meio. A camada de produtos de corrosão responsáveis pela passivação é constituída de óxidos de níquel.
Nos processos de eletrodeposição, os banhos de níquel tem pH em geral abaixo de 6 e o anodo fica submetido a potenciais elevados (é polarizado anodicamente) e, portanto, poderá passivar-se quando o potencial da interface anodo/banho atingir valores suficientemente elevados, condição esta que é facilmente atingida na prática. Com a passivação do níquel, a reação que ocorre sobre o anodo é a de redução do oxigênio ou de uma outra espécie presente no meio, ou seja, o níquel passa a comportar-se como anodo insolúvel, condição altamente indesejável nos banhos de níquel conforme será discutido posteriormente.
Convém chamar a atenção que em pH maiores que 6, o níquel ou se encontra no estado inerte ou no estado passivo, não sendo possível manter uma solução estável de íons de níquel. É por esta razão que os banhos de níquel de sais simples devem ser formulados com pH abaixo de 6.

Figura 1- Diagrama potencial-pH do sistema níquel/água (25 ∞C). Na água estão dissolvidas um molar de íons de níquel
2. MECANISMOS DE DISSOLUÇÃO DOS ANODOS DE NÍQUEL
Para melhor entender os mecanismos de dissolução dos anodos de níquel dos processos de niquelação é importante conhecer o comportamento das curvas de polarização anódica do sistema níquel/banho.
Uma curva de polarização típica de sistemas metal/solução, nos quais ocorre a passivação do metal, está apresentada na Figura 2.
As seguintes informações podem ser obtidas de curvas dessa natureza:
- o trecho A-B corresponde à região ativa. Nessa região, um aumento de potencial determina um aumento da corrente de dissolução, que ocorre de uma maneira generalizada. Essa é a região ideal para os processos de eletrodeposição;
- o trecho C-D corresponde à região passiva. Nessa região, forma-se sobre o metal uma camada de produtos de corrosão (geralmente óxidos e/ou hidróxidos) que impede e/ou diminui drasticamente a dissolução do metal. A corrente de dissolução mantém-se constante e, em geral, muito baixa, sendo denominada de corrente passiva, ip. Se o valor de ip for muito baixa, em termos práticos não ocorre a dissolução do metal. Se for elevada a dissolução ocorre através da camada de passivação. Essa região é indesejável nos processos de eletrodeposição;
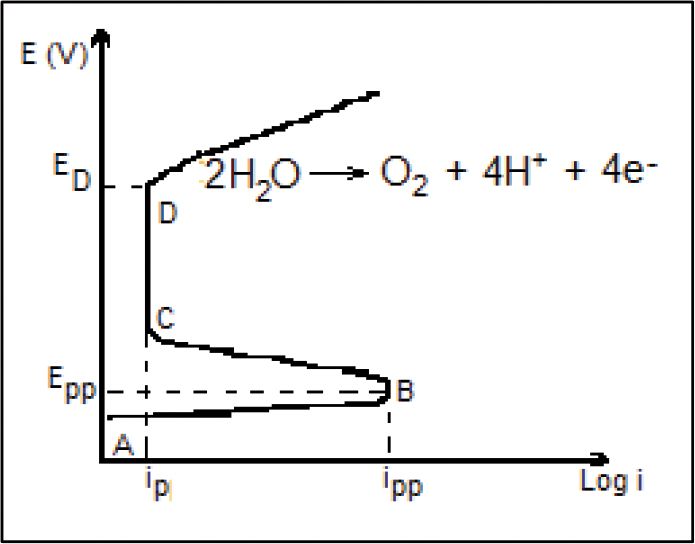
Figura 2 - Curva de polarização típica do sistema metal/solução, nas quais ocorre a passivação do metal
- o ponto B é caracterizado pelo potencial Epp e pela corrente ipp, sendo de extrema importância;
- o potencial Epp é denominada de potencial de Flade. Acima desse valor ocorre a passivação do metal. O valor deste potencial é um indicativo da facilidade com que um metal se passiva. Quanto menor o valor maior será tendência à passivação do metal;
- a corrente ipp é denominado de corrente crítica. Quanto menor for o valor desta corrente maior será a tendência à passivação do metal;
- no ponto D, que corresponde ao potencial de equilíbrio da reação do oxigênio (ED), inicia-se a reação de evolução deste gás, de acordo com a seguinte reação:
2H2O → O2 + 4H+ + 4e-
- o aumento de potencial para valores acima de ED determina o aumento da velocidade de formação de gás oxigênio podendo ainda ocorrer outras reações de redução. No caso em que se tem cloretos, poderá ocorrer a formação de gás cloro, conforme a reação;
2Cl- → Cl2(g) + 2e-
Quando nos processos de eletrodeposição a curva de polarização anódica apresenta o aspecto mostrado na Figura 2, os anodos de níquel comportam-se como anodos insolúveis, fato altamente indesejável conforme será discutido posteriormente no item 3 “Problemas devido à passivação dos anodos”. Situações dessa natureza ocorrem nos processos de eletrodeposição de níquel em que são utilizados anodos extremamente puros sem nenhum elemento de adição e os banhos não contêm cloretos ou os contêm em concentrações muito baixas. Na presença de teores apreciáveis de cloretos, as curvas de polarização mudam de aspecto. Uma curva típica é apresentada na Figura 3. Observando esta curva, pode-se verificar que antes do potencial ED, que corresponde à do início da reação de formação do gás oxigênio, ocorre um aumento brusco de corrente. Isto é devido ao fato do íon cloreto ser capaz de quebrar localmente a camada passiva formada sobre o níquel determinando a ocorrência de corrosão por pite, fato que pode ser visualizado na superfície de amostras de níquel utilizadas no levantamento das curvas de polarização. O potencial em que ocorre este fato é denominado de potencial de pite, Epite. Em resumo, na presença de cloretos as curvas de polarização apresentam três regiões distintas, a saber:
- região A-B: região ativa de dissolução generalizada do níquel;
- região C-X: região passiva na qual a dissolução pode ser insignificante;
- região acima de X: região de ocorrência de corrosão não-generalizada, ou seja de corrosão por pite. Nesta região a superfície do níquel apresenta-se rugosa devido à presença de pites. Além de pites nesta região nota-se a formação de um lodo que é constituído por óxidos e/ou hidróxidos de níquel, que se desprendem da superfície do metal pois a corrosão se extende por debaixo da camada passiva.
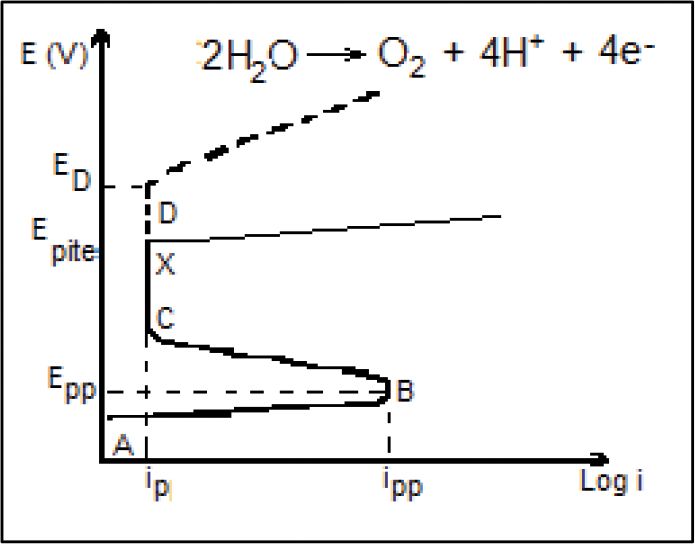
Figura 3 - Curva de polarização típica de sistemas metal/solução, nas quais ocorre corrosão por pite
É importante salientar que a morfologia de ataque, a localização dos pites, os valores de ipp, Epp¸ Epite e ip dependerão da concentração de cloretos e do pH do banho. A Figura 4 mostra esquematicamente o aspecto das curvas de polarização obtidas com teores crescentes de cloreto. Observando-se essa curva pode-se concluir:
- o valor de ipp e o de Epp aumentam com o aumento do teor de cloreto, o que significa em dizer que a passivação é cada vez mais dificultada;
- o valor de Epite diminui com o aumento do teor de cloreto, o que significa em dizer que a quebra localizada da camada passiva se torna mais fácil;
- o valor da corrente de passivação iP torna-se cada vez maior, o que significa que a camada passiva se torna mais permeável.
Além das observações acima, verifica-se que para teores muito elevados de cloretos nem se verifica mais a passivação do níquel, ou seja, a região ativa se estende para potenciais mais elevados. Isto significa que a corrosão do níquel é do tipo generalizado, semelhante à corrosão do trecho A-B da curva apresentada na Figura 2, ocasionando uma diminuição drástica do lodo anódico, visto que a corrosão não mais ocorre sob a camada de óxidos e/ou hidróxidos.
Cabe ainda discutir sobre a morfologia de ataque. Para teores muito baixos de cloretos, uma observação metalográfica da superfície atacada de anodos submetidos à polarização anódica revela que os pites nuclearam em contorno de grão. Isto faz com que no lodo anódico, além da presença de óxidos, sejam detectadas partículas metálicas devido ao desprendimento dos grãos cujos contornos foram atacados pelo mecanismo de corrosão por pite. À medida que se aumenta o teor de cloreto os pites começam a nuclear também no centro dos grãos, sendo cada vez maior o número de pites nucleados. Em concentrações mais elevadas, em que não se verifica nas curvas de polarização a região passiva, o ataque deixa de ser do tipo pite passando a ser generalizado.
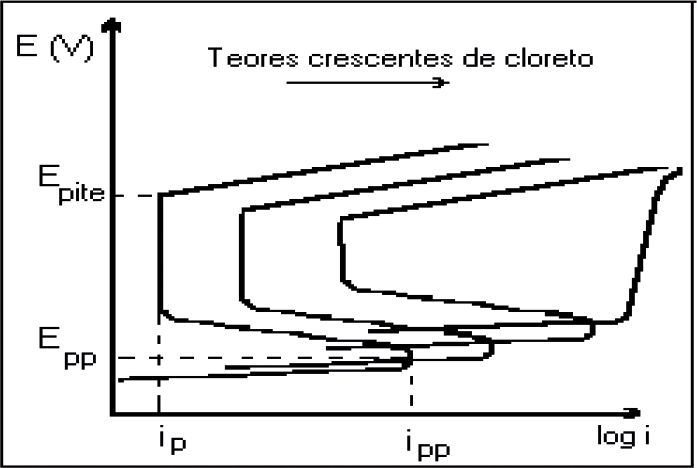
Figura 4 - Ilustração esquemática de curvas de polarização do sistema níquel/banho, com teores crescentes de cloreto
O teor de cloreto a partir do qual começa a corrosão por pite depende de outros fatores, sendo o pH o fator de maior influência. Quanto menor o pH, menor será a quantidade de cloreto necessária para a quebra da camada passiva.
Outros fatores também modificam o mecanismo de dissolução anódica do sistema níquel/banho. A adição controlada de elementos de liga no níquel como carbono, enxofre e oxigênio tornam o níquel mais susceptível à corrosão generalizada e inibem a sua passivação. Existem os chamados anodos ativos, conforme será discutido posteriormente, os quais apresentam curvas de polarização com valores de Epp e ipp elevados, ou seja, apresentam o trecho ativo A-B muito expandido. Esses, quando utilizados nos banhos de níquel, podem apresentar corrosão generalizada, podendo ser utilizados em banhos isento de cloretos em condições adequadas de operação.
3. PROBLEMAS DEVIDO À PASSIVAÇÃO DOS ANODOS
A ocorrência de passivação dos anodos traz várias consequências, a saber:
- favorecimento da reação do oxigênio: com a passivação do anodo, aumenta a diferença de potencial na interface anodo/banho. Nessas condições, a reação anódica não será mais a da dissolução do níquel, mas a reação de formação de gás oxigênio. No caso do banhos ácidos, essa reação é a seguinte:
2H2O → O2 + 4H+ + 4e-
- acidificação do banho: uma das consequências da reação de formação de gás oxigênio é a produção de cátion hidrogênio. Isso determina diminuição do pH do banho, requerendo adições contínuas de carbonato de níquel. A acidificação determina aumento da agressividade do banho com consequente deterioração dos componentes metálicos que entram em contato com o banho. Além disso, favorece a decomposição dos agentes tensoativos;
- aumento do consumo de sais de níquel: quando o anodo se dissolve, com formação de íons de níquel, tem-se reposição dos íons de níquel que se depositam no catodo. Em condições de passivação, essa reposição deverá ser feita por meio da adição de sais de níquel o que aumenta o seu consumo. Nos processos, em que se utiliza anodos eletrolíticos acondicionados em cestos de titânio, esse fato representa uma elevação de 30 % no custo do processo;
- aumento do gasto de energia: como ocorre aumento da diferença de potencial na interface anodo/banho, tem-se maior consumo de energia elétrica;
- perigo de formação de gás cloro: o potencial de equilíbrio padrão da reação:
Cl2(g) + 2e- 2 Cl-
é de 1,358 V, EH (eletrodo padrão de hidrogênio). Para a concentração de 60 g/L de cloreto de níquel (concentração típica de banhos de níquel tipo Watts), esse potencial é muito próximo de 1,358 V, EH. Se o potencial na interface anodo/banho ultrapassar esse valor, o íon cloreto poderá se oxidar com formação de gás cloro. Nas condições normais de operação, nas quais não se tem passivação do anodo, o potencial da interface anodo/banho é muito inferior a 1,358 V, EH, de modo que não há possibilidade de ocorrer a referida reação. No entanto, se ocorrer passivação, o potencial dessa interface aumenta, podendo ultrapassar o valor de 1,358 V, EH. Nessas condições, começará a oxidação dos íons cloreto presentes no banho com formação de gás cloro, altamente prejudicial aos banhos de níquel aditivados. Isso porque, o gás cloro reage com os compostos orgânicos insaturados (C=C ou C≡C) determinando a sua cloração;
- decomposição dos aditivos: em condições de passivação dos anodos de níquel, a decomposição dos aditivos é acelerada, segundo os seguintes mecanismos:
- cloração dos aditivos orgânicos insaturados (já citado);
- decomposição dos agentes tensoativos, devido à acidificação do banho (já citado);
- oxidação eletroquímica. Como o potencial anodo/banho aumenta muito, o potencial de equilíbrio de alguns aditivos pode ser ultrapassado, causando a sua oxidação;
- deterioração dos sacos de anodos: o gás cloro formado na superfície de anodos passivos, determina a deterioração dos tecidos com que são confeccionados os sacos de anodos.
4. TIPOS DE ANODOS DE NÍQUEL
Os anodos de níquel, à semelhança de todos os sais utilizados para a preparação dos banhos de níquel, devem ser de alta pureza, visto que impurezas neles presentes contaminam o banho, causando alterações indesejáveis tanto no processo como no depósito.
Atualmente, os anodos utilizados nos processos de eletrodeposição de níquel enquadram-se em duas categorias: aquelas que corroem por meio do mecanismo de corrosão por pite e aquelas que corroem de maneira generalizada. A norma BS 558:1970 classifica os anodos em dois tipos a saber:
Tipo A: anodos trabalhados, fundidos ou extrudados com teor de níquel mais cobalto superior a 99 % e teor de níquel superior a 98 %. Esse tipo é subdividido em outros dois: Tipo A1 (anodo despolarizado) e tipo A2 (anodo carbonizado);
Tipo B: anodos eletrolíticos com teores de níquel mais cobalto superior a 99,9 % e teor de níquel superior a 99,0 %. Esse tipo é subdividido em outros dois: anodo eletrolítico normal e anodo eletrolítico sulfurizado.
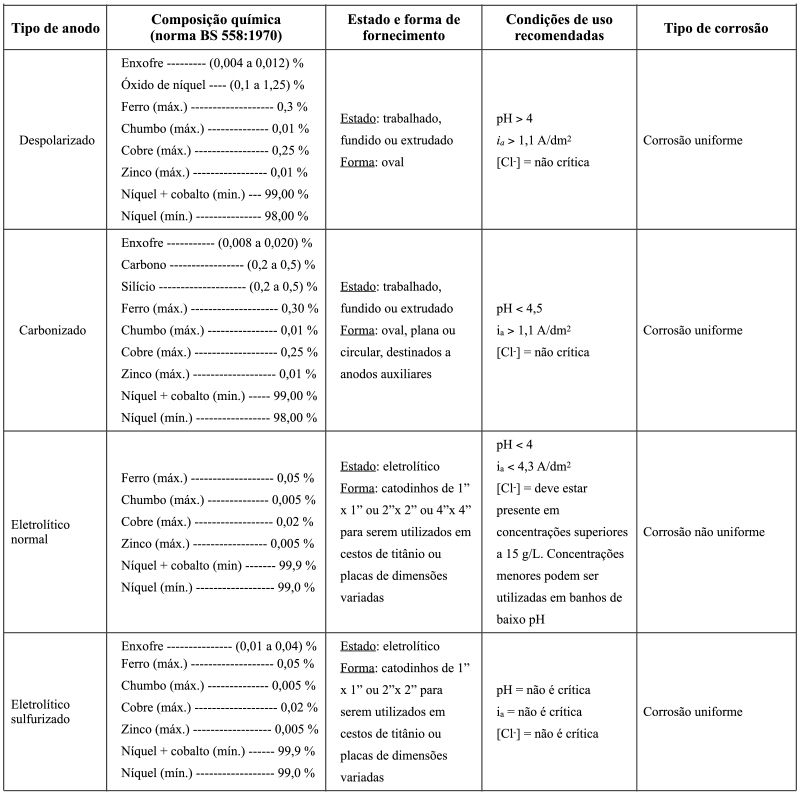
A Tabela 1 apresenta a composição química típica desses tipos de anodos, a forma com que são comercializados, além de um pequeno resumo sobre as condições de uso recomendadas. Geralmente, o próprio fornecedor do processo indica o tipo de anodo que deve ser utilizado. As características mais importantes dos quatro tipos de anodos, apresentados na Tabela 1, estão discutidos nos próximos itens.
4.1 Anodos despolarizados
São anodos que possuem uma granulação muito fina e contêm pequena quantidade de oxigênio, na forma de óxido de níquel. Esse óxido encontra-se segregado em contorno de grão. São anodos adequados para serem utilizados em pH superiores a 4,0, sendo os mais indicados para banhos de pH acima de 4,5. É indicado para uso em banhos tipo Watts, especialmente quando não aditivados. A corrosão ocorre de maneira ativa (correspondente ao trecho A-B da curva de polarização da Figura 2) sendo, por esta razão, uniforme com produção de pequena quantidade de lodo anódico, porém não o suficiente para se dispensar o uso de sacos para anodos. Por se manter no estado ativo, esse tipo de anodo pode ser utilizado em banhos isentos de cloretos. Quando se utilizam baixas densidades de corrente, ocorre desprendimento de grãos devido à corrosão preferencial dos contornos. Nessas condições, a quantidade de partículas metálicas no lodo anódico é maior.
4.2 Anodos carbonizados
São anodos que contêm pequenas quantidades de carbono e silício. Esses tipos de anodos normalmente são utilizados como anodos auxiliares em condições em que não é possível a utilização de sacos para anodos, pois são aqueles que menos contaminam o banho com o lodo anódico. A adição de carbono eleva tanto o valor de Epp como de ipp, aumentando a faixa de potencial em que o anodo se mantém ativo. Por outro lado, a adição de silício eleva o valor de iP o que previne a passivação. Assim sendo, a corrosão ocorre de maneira ativa o que por si só diminui a formação do lodo anódico. Além disso, sobre a superfície desses tipos de anodos forma-se uma camada de produtos à base de carbono e sílica que são porosos o suficiente para permitir a passagem da corrente elétrica necessária para a corrosão, porém aderentes o suficiente para impedir a passagem de partículas geradas durante a dissolução do anodo. Diz-se que há formação de “sacos de anodos naturais”. Algumas condições são necessárias para o bom desempenho desses anodos, a saber: pH inferior a 4,5; anodos com baixo nível de impurezas; densidades de corrente anódica superior a 1,1 A/dm2; e ausência de agitação a ar. São anodos adequados para uso em banhos de níquel brilhante tipo Watts (portanto aditivados).
Convém lembrar que, pelo fato desses anodos dissolverem-se de maneira ativa, podem ser utilizados em banhos isentos de cloretos.
4.3 Anodos eletrolíticos normais
No Brasil somente este tipo de anodos são produzidos sendo por esta razão aqueles mais utilizados na indústria nacional. Apesar dos anodos eletrolíticos normais apresentarem as piores características de dissolução, mesmo no exterior, eles são também os mais utilizados, fato que se tornou significativo a partir do momento em que se adotou o uso de cestos de titânio. Para se ter uma ideia, 90 % dos anodos utilizados nos Estados Unidos são de níquel eletrolítico. Isso é devido ao fato de ser o tipo mais barato, ser possível de se produzir anodos de diferente formas e poder ser obtido com alto grau de pureza.
Os anodos eletrolíticos normais apresentam alta resistência à corrosão justamente devido ao fato de serem muito puros. Assim, nos banhos de eletrodeposição, o níquel apresenta forte tendência à passivação, tendência esta que aumenta com o aumento do pH e com a presença de aditivos orgânicos. Em banhos isento de cloretos, esse tipo comporta-se como anodo inerte, numa larga faixa de pH, sendo por esta razão inadequado o seu uso.
Somente em banhos tipo Watts de pH muito baixo (ao redor de 2), é que os anodos de níquel eletrolítico se comportam como anodos ativos, apresentando corrosão uniforme com mínima formação de lodo anódico. Para pH mais elevados, o que é mais comum, a corrosão ocorre pelo mecanismo de corrosão por pite, corrosão esta ocasionada pela ação do íon cloreto. A superfície dos anodos torna-se bastante rugosa, devido à nucleação e crescimento dos pites. Conforme já discutido no item 2, a rugosidade superficial do anodo, a quantidade e a natureza do lodo anódico estão diretamente relacionadas ao teor de cloreto no banho. Para baixos teores, partículas metálicas estarão presentes no lodo devido à nucleação preferencial dos pites em contorno de grãos. Para altos teores de cloreto, a corrosão pode se tornar do tipo generalizado com diminuição do lodo anódico.
Para se ter um bom desempenho dos anodos deste tipo, recomenda-se a adoção de algumas medidas, a saber:
- manter o pH do banho abaixo de 4;
- manter uma concentração mínima de 15 g/L de íons cloreto. Concentrações menores podem ser mantidas em banhos de pH mais baixos;
- manter a densidade de corrente anódica abaixo de 4,3 A/dm2;
- usar impreterivelmente sacos para anodos, uma vez que se tem uma considerável formação de lodo anódico.
4.4 Anodos eletrolíticos sulfurizados
Durante o processo de obtenção do níquel eletrolítico, compostos orgânicos contendo enxofre podem ser adicionados na etapa final de refino eletrolítico. Com isto, pode-se incorporar, de maneira controlada, enxofre no níquel eletrolítico. O enxofre assim incorporado, usualmente, se encontra na forma de sulfeto de níquel. Os produtos assim obtidos são denominados de níquel eletrolítico sulfurizado, também conhecido como níquel eletrolítico SD. Anodos confeccionados a partir desse produto são os mais ativos e sofrem corrosão de maneira ativa independente das condições operacionais e da composição dos banhos de níquel. Este tipo de anodo apresenta algumas vantagens sobre o níquel eletrolítico normal, a saber:
- a corrosão é generalizada, portanto a sua superfície mantém-se menos rugosa durante o uso;
- não produz partículas metálicas devido à nucleação preferencial de pites em contorno. O lodo anódico é constituído principalmente por sulfeto de níquel, sendo menos volumoso e mais facilmente decantável;
- a polarização anódica é menor o que determina um consumo muito menor de energia;
- pode ser utilizado com densidades de corrente anódicas mais elevadas;
- pode ser utilizado em banhos isentos de cloretos;
- acarreta menor desgaste dos cestos de titânio.
5. LIMPEZA DE ANODOS
Os anodos de níquel, mesmo na forma de pastilhas, devem ser introduzidos no banho devidamente limpos. A presença de produtos de corrosão, óleos, graxas e/ou carepas impedem a dissolução e favorecem a passivação.
Uma limpeza efetiva pode ser assegurada adotando-se o seguinte procedimento:
- limpeza com solvente orgânico ou desengraxante alcalino adequado;
- lavagem em água corrente;
- imersão em ácido clorídrico a 50 %, a temperatura ambiente, até que se verifique a remoção completa de óxidos e/ou carepas (normalmente 5 min são suficientes);
- lavagem com água corrente.
Tabela 1 - Composição química típica e características dos anodos utilizados nos processos de niquelação
6. SACOS PARA ANODOS
Conforme já foi visto, sobre os anodos de níquel ocorre a formação de um lodo, cuja natureza, granulação e quantidade depende da composição e das condições de operação do banho e do tipo de anodo. Se esse lodo entrar em contato com o banho de níquel causará aspereza no depósito. Na grande maioria dos processos de eletrodeposição de níquel, a principal causa de aspereza dos depósitos é justamente a contaminação do banho com lodo anódico. Sendo assim, é indispensável a utilização de sacos de anodos cuja finalidade é a retenção do lodo anódico.
Dentre os quatro tipos de anodos mencionados, somente o carbonizado é que pode ser usado sem sacos de anodos. No entanto, essa prática só deve ser adotada nos casos em que se torna impossível a utilização de sacos, visto que mesmo com esse tipo de anodo tem-se possibilidade de contaminação do banho, especialmente quando se tem forte agitação com ar. Nessas condições, a turbulência na interface anodo/banho determina o arrancamento da camada de produtos rico em carbono e silício, com consequente contaminação do banho com partículas sólidas.
Sobre os sacos de anodos cabe os seguintes comentários:
- os sacos de anodos podem ser confeccionados com tecido de algodão, flanela, polipropileno ou PVC resistente ao calor;
- os tecidos devem ser espessos e de malha fina para serem capazes de reter as partículas do lodo anódico que muitas vezes são muito finas. São muitos os casos, na prática, em que a utilização de tecidos de baixa espessura e de malha inadequada sejam a causa de obtenção de depósitos ásperos;
- os sacos de anodos, quando novos, devem ser cuidadosamente lavados para a retirada de qualquer tipo de impureza, como goma ou óleo. Recomenda-se a fervura em solução de barrilha (carbonato de sódio ou potássio) a 15 g/L;
- os sacos de anodos devem ser mantidos acima do nível do banho. Na necessidade de se utilizar sacos completamente imersos, estes devem ser cuidadosamente costurados para evitar escape de lodo;
- os sacos de anodos devem ser inspecionados periodicamente para verificar a presença de possíveis furos ou rasgos. Esse tipo de defeito é comum e pode ser provocado por pontas cortantes, rebarbas ou cantos vivos presente nos anodos (no caso de ensacamento de anodos) ou nos cestos (no caso de ensacamento dos cestos);
- algumas vezes, especialmente quando se utilizam anodos eletrolíticos sulfurizados e/ou cestos de anodos muito longos (comprimentos maiores que 1 m), recomenda-se o uso de sacos duplos, sendo o primeiro de algodão e o segundo de polipropileno;
- é possível a impermeabilização dos sacos de anodos, durante o uso, devido ao entupimento do tecido, principalmente quando contaminados com hidróxido de ferro (indicado pela coloração marrom dos sacos). Caso isto ocorra, deve-se recuperar os sacos por lavagem. Caso contrário, os anodos poderão passivar-se;
- anodos ou cestos ensacados não devem ser empilhados devido à possibilidade de danificação dos tecidos;
- os sacos devem ter dimensões maiores do que os cestos e/ou os anodos, em cerca de (5 a 10) cm, para contenção do lodo;
- quando ocorre a passivação do anodo e consequente formação de gás cloro, poderá ocorrer a deterioração prematura dos sacos de anodos, devido à ação do cloro;
- deve-se tomar muito cuidado no manuseio dos sacos de anodos, no sentido de evitar escape de lodo para o banho.







